


电热器具输入功率项目不合格在各级产品质量监督抽查、产品检测中常有发生,尤其是以电阻丝发热为加热原理的电热器具,比如,常见的电吹风、电暖器、电热水壶、电热水器、电饭锅、电热毯等产品。笔者曾行文《电热器具输入功率项目不合格原因探讨》,对造成不合格的原因进行了初步分析,那么,在实际生产过程中,该如何对电热器具的输入功率项目进行监视和测量呢?
本文拟继续以电阻丝发热为加热原理的电热器具为例,试从设计输出、供方的选择、采购、进货检验、过程控制、出厂检验等环节,对电热器具输入功率项目在生产过程中的监视和测量进行探讨。
一、在设计输出阶段,明确发热元件等功率消耗部件的额定输入功率及偏差要求
企业在产品设计阶段,应通过技术规范等设计输出文件,对发热元件等功率消耗部件的额定输入功率及其偏差要求加以规定,这是后续开展供方选择、制定采购文件、进货检验的重要依据。
毫无疑问,各部件的功率偏差要求规定的越小,越有利于保证最后装配的整机产品的输入功率满足整机标准的要求,但是这将可能导致部件制造成本的增加。以此,合适的部件输入功率的偏差要求应基于目前相应部件制造的行业水平、备选的供方质量保证能力、整机产品的市场定位、整机产品的客户要求等多方面因素综合考虑。
二、在分供方的选择阶段,关注供方生产部件产品的过程能力
企业在选择供方的时候,不仅要关注供方提供的样品是否合格,还要关注供方是否能够长期稳定地批量提供满足要求的产品。
一方面要求供方建立、实施和保持了特定的质量管理体系。比如,要求供方获得了ISO 9001质量管理体系认证;要求CCC目录中的部件获得了CCC认证;要求非CCC认证中的部件获得了CVC认证等。
另一方面,可以根据设计输出文件规定的部件额定输入功率和偏差要求,关注供方生产部件的过程能力指数。
过程能力指数是指过程能力满足产品质量标准要求(规格范围等)的程度。也称工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。它是工序固有的能力,或者说它是工序保证质量的能力。这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
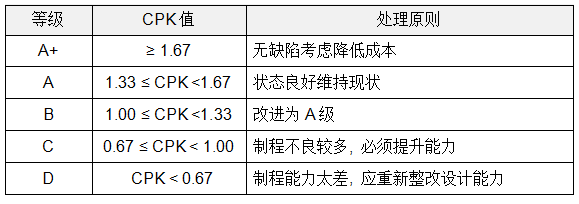
有好些应用软件可以直接用于过程能力指数(CPK值)的计算,并判断工序的过程能力。下表列出的处理原则,可供评价供方时参考。
三、在采购阶段,与供方沟通技术要求和验收方案
在确定好合格供方后,向供方批量采购时,采购文件中应明确相关部件的技术要求和验收方案,这样的技术要求和验收方案还应经过双方的确认认可。
当然,技术要求和验收方案中要包含部件的额定输入功率及偏差要求,甚至可以将过程能力指数在文件中作出规定。
四、进货检验
对于采购回来的部件,应按供需双方约定的验收方案对货物进行验收。只有经验收合格的部件才能投入生产。
验收方案可以是计数的,也可以是计量的。针对额定输入功率这样的能以量值表述的检验项目,采用计量抽样验收方案也是可取的。必要时,还可以过程的能力指数是否符合要求加以验证。
另外,由于对电阻性发热元件部件直接进行输入功率的测量往往不是很方便,需要一定的工装,测量后处于热态的元件还需要经过冷却后才能入库。所以,很多企业在进货检验时会采取测量发热元件电阻值的方法来替代直接测量输入功率值。这时候一定要考虑到发热元件正温度系数的影响,冷态时的电阻值比元件装作整机中达到热稳定状态时的电阻值为小。
对于长期合作后质量表现稳定,质量保证能力比较完善的供方,通过每批抽取三五个样本进行核查,辅以定期查核供方提供的检验报告,必要时核查过程能力指数报告,这也是可取的。
五、过程控制
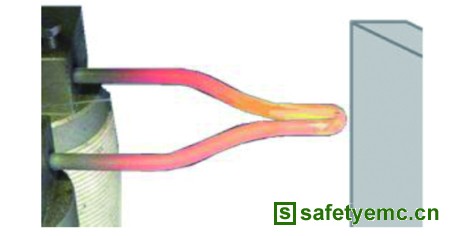
有些企业自己组织生产发热元件,这时候需要策划对发热元件生产过程的控制。下面拟以电吹风发热丝绕制为例,谈谈发热丝绕制的过程控制。
1、采购合格的电阻丝
电阻丝原材料的质量对绕制后的发热丝的质量有者直接的影响。应选购线径偏差小、不圆度小、室温电阻率稳定、电阻均匀性好的电阻丝。
在选购电阻丝时,有国家标准GB/T 1234-2012《高电阻电热合金》可供参考。该标准规定了高电阻电热合金的牌号、订货内容、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书等内容。适用于制造各种电加热元件和一般电阻元件用拉拔、轧制和锻造的镍铬、镍铬铁和铁铬铝高电阻电热合金丝材、板带材、棒材和盘条。制造电阻丝的企业通常应依据该标准组织生产,制定的企业标准原则上不应低于国家标准的要求。
2、选用合适的设备、工装
对绕制发热丝的工装,主要是芯棒尺寸精度也要加以控制;绕制时的转速均匀稳定;芯棒无明显振动;丝线拉力适中;设备应有绕制圈数设定功能,并能精确停机。
3、设置适当的检测环节
在发热丝绕制过程中,合理设置适当的检测环节检测绕制后发热丝的电阻值。可以考虑的检测环节有:首件检验;过程巡检;批量抽检等。应注意的是,在编制检验规范,电阻值偏差的确定既要考虑当初设计输出文件的要求,也要结合实际的过程能力来加以确定,必要时可以对设计输出文件加以适当的修订。
六、成品的出厂检验和定期检验
成品的出厂检验可以分为例行检验和成品抽检。
我们先来探讨一下例行检验时是否有必要检测输入功率的问题。
GB 4706.1-2005《家用和类似用途电器的安全 第1部分 通用要求》的附录A(资料性附录)给出了例行检验的定义以及例行检验项目的建议,具有普遍意义,也是对家用电器例行检验的最基本要求。
“例行试验是打算由制造商在每个器具上进行,该试验用于监测有可能危及产品安全的生产波动。通常例行试验是在装配后的整机上进行,但如果随后的生产过程不会影响到试验结果的话,则制造商也可以在生产过程中的适当的阶段进行这些试验。”
建议的例行检验项目包括:接地连续性试验、电气强度试验和功能试验。
功能试验是指“如果元件的错接或返修元件会导致产品存在安全隐患,这通过视检或适当的试验来检查器具功能是否正确。”
据此可以知道,标准没有明确要求对器具的输入功率项目进行100%的检验。
但是,生产过程中器具输入功率值的波动如果过大,乃至超出标准规定的偏差限值,那是会危及产品安全的。因此,有些企业基于风险的考虑或基于顾客的要求,在成品的例行检验过程中增加了输入功率项目的检测。
从CCC认证的角度来说,各认证机构发布的家用电器产品认证实施细则基本上都没有将输入功率项目列为例行检验项目,但都将其列为了定期确认检验项目。
需要指出的是,无论是实施例行检验还是定期确认检验,进行输入功率的测量时,都应关注试验电压的波动。
本文作者简介:伍云山 全国旋转电机标准化技术委员会小功率电机分技术委员会秘书长






 苏公网安备32050802011615号
苏公网安备32050802011615号