


四、热电偶的焊接
IEC要求
4.0 PROCEDURES(见图6.3)
4.1 Thermocouples shall be prepared by staff trained in preparation of thermocouples.
4.2 Thermocouples are to be prepared as noted:
4.2.1 Inner insulation stripped back approximately 1.5 mm from tip.
4.2.2 Outer insulation, if any, stripped back approximately 15 mm from
tip.
4.2.3 The tip is to be joined by a single point weld. Other reliable and consistent methods of joining the thermocouple wires may be used upon prior acceptance
of the CTL.
Note – Dimensions given are typical, not required.
即要求:露出金属端为1.5mm, 剥掉外层绝缘为15mm

图6.3热电藕焊点要求
焊接
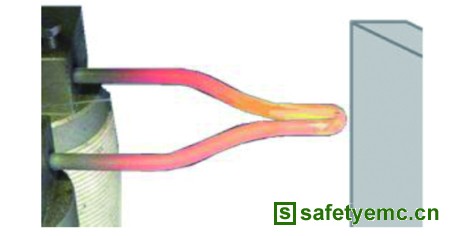
(大众版) 电容焊借助于一组并联的电容(其容量约在2000~3000μF,电压在50V以下)经验值是20000μF。在放电的瞬间产生火花使电偶丝熔接在一起,形成球状的焊点,如图6.4所示

图6.4自制电藕焊接装置
在输入供电30Vdc左右的情况下, 用镊子夹住热电藕的一头(包含两根线)去接触金属块。即可, 接触时请闭眼。
1. 石墨电炉焊接(专业版)
焊接设备线路如图6.5所示。它由自耦变压器、石墨电炉及连接导线组成。将两根不同的热电极丝用砂纸去掉表面氧化物,焊接端扭成麻花状,端部剪齐,把两根电极丝夹紧在由与地端相连的引出线的夹子上,转动自耦变压器手轮,使自耦变压器的输出电压在35伏左右,而后将电极丝插入石墨粉内,由于短路产生的电弧使两根热电极丝插入端熔结。

图6.5 石墨电炉焊接线路图
焊接时要注意掌握插入时间,若时间太长,熔结点会因电极丝继续熔化而掉落,并增加氧化;时间太短,则因电极丝未熔化而没有熔结。自耦变压器的输出电压,应根据焊接时的具体情况作适当调整。




 苏公网安备32050802011615号
苏公网安备32050802011615号