


2. 水银焊接
焊接设备线路同图6.6,只不过是将石墨电炉换成了玻璃缸,缸内盛水银,水银上面覆盖一层油用以阻止水银蒸发。
水银焊接其基本操作同石墨电炉焊接。由于水银的导电性比石墨强,故焊接电压可稍低些,水银焊接的速度要比石墨电炉焊接时快,焊接点的质量要比用石墨电炉焊接得好。
3. 电容焊接
焊接设备线路如图6.19所示。220伏的交流电压由自耦变压器降压后,经桥式整流后得到直流电。当切换开关K使ab接通,则电容充电;当切换开关使cd接通,由于接在接线柱1、2上的两根电极丝短路,故电容充电,电极丝的触点因短路产生的电弧而熔结。
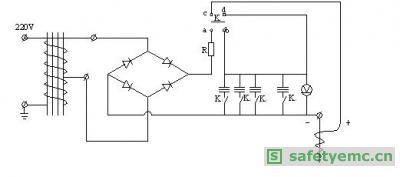
图6.6 电容焊接设备线路图
焊接时的直流电压可转动自耦变压器的手轮来调节,电容的容量也有专门的分路开关可供选择。焊接时若直流电压较高,则电容的容量应小些;直流电压比较低,则电容的容量应选得大些。电阻R为限流电阻。其功用是保护直流电压表。
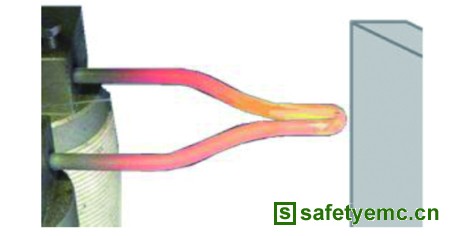
4. 气焊
气焊时必须开足乙炔气,而氧气要开得小一些,使其形成焰芯,使热电偶丝焊接成球的焊点。
(注意)热电偶的接点焊好以后,须进行质量检查,看焊接点是否有裂缝、假焊等现象,否则需重新焊接.
当我们把热电耦的两根线焊接到一起的时候, 会将第三种金属加到热电耦线路中,但只要热电耦两端的温度的一样的, 焊接应该不会造成误差. 不过 的确会限制我们可以加到垓接点的最高温度参见下图6.7.如果想要达到较高的量测温度, 就必须将接点予以熔接. 但是熔接也不是一个可以随便进行的过程, 如果过热的话, 就会造成电耦变质恶化, 而且电耦线进行熔接所使用的熔接气体与大气都有可能扩散到电耦金属内部而改变其特性.这样的困难又会因为需要结合的两种金属的性质差异极大而加剧.所以才采用电容放电技术可包一致性。
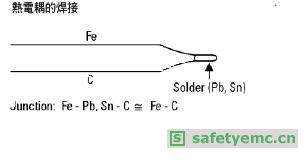
图6.7热电耦的焊接
固定热电偶热端的方法
实验室中在壁面上固定热电偶热端的方法有如下三种方式:
1)点接触
点接触固定法系将热电偶的工作端用焊接或嵌接方式固定在壁面上某点。前者用于薄壁,后者用于厚壁。这种结构致使通过热电偶丝散失的热量Q,仅由该点供应,温度场变化较大,故测温误差较大。
2)平行焊接触
平行焊接触系将热电偶的二根丝分别焊在被测璧面上,两焊点的间距保持1~5mm。由于热电偶散失的热量来源于两根电热丝之间的一个小区域。单位面积散失的热量较小,温度场的变化不大,测温误差不大。它适用于等温体和均匀材质的壁面。




 苏公网安备32050802011615号
苏公网安备32050802011615号